The Choice of the right grinding wheel depends on
- Material to be ground and its hardness.
- Amount of stock removal and finish required.
- Wet or dry grinding.
- Wheel speed.
- Area of grinding contact.
- Severity of grinding operation.
- Condition of machine.
The Three components of a grinding wheel are
- The ABRASIVE grains that do the actual cutting.
- The BOND which holds the abrasive grains together.
- The STRUCTURE which is the void or air space between adjacent abrasive gains coated with bond, so as to provide chip clearance.
The inter-relation between the factors affecting choice of wheel and the components of the wheel are elaborated below
| ABRASIVE | GRIT SIZE | GRADE | STRUCTURE | BOND |
|---|---|---|---|---|
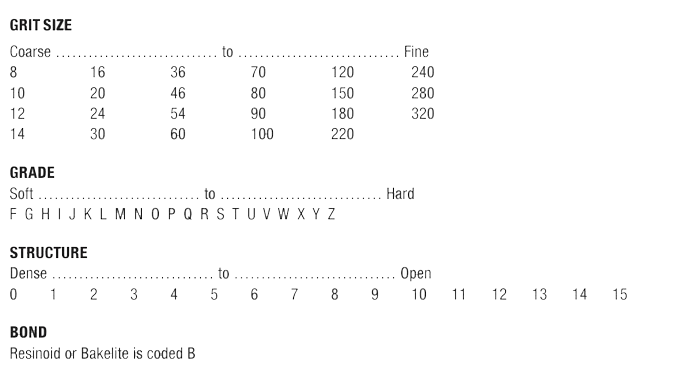
| Aloxite: Best suited for alloy, carbon & high-speed steel all with high tensile strength. Silicon Carbide: Ideal for materials with low tensile strength, like cast iron and also non-ferrous and non metallic materials | This is the grain size measured by the number of linear openings per inch in the final screen used to size the grains. The range is from 8, used in very coarse wheels, to 320, Used in very fine wheels. | This indicates relative strength or hardness of the bond which holds the abrasive grains. The range is from F, for soft wheels to Z for very hard wheels. | The structure is the grain soaking and is determined by the proportion and arrangement of the abrasive grains and bond in the wheel. The range is from 0, indicating dense structure to 15, Indicating open structure. | Commonly used bonding materials are: Vitreous or Ceramic: Suited for wheel speeds less than 33m/sec(6500 sfpm). (Code V) Resinoid: Suited for wheel speeds greater than 33m/sec. |
FACTORS
- Abrasive, Grit Size and Grade
- Grit size and Bond
- Grade
- Bond
- Grit Size, Grade and Structure
- Abrasive and Grade
1. Material to be ground and its hardness:
This affects the choice of abrasive, grit size and grade.
Abrasives: The two main abrasive materials used are aloxite silicon carbide. Aloxite is best suited for alloy, carbon and high-speed steels, all having high tensile strength. Silicon carbide is ideal for metals of low tensile strength like cast iron, non-ferrous metals and other non-metallic materials.
Grit Size: This means the grain size measured by the approximate number of openings per linear inch in the final screen used to size the grains. There are 23 standard grit sizes ranging from 8, used in coarse wheels to 320, used in very fine wheels. However, commonly used sizes are in the range of 16 to 120. A relatively fine grit works best on hard, brittle material; while a coarse grit can be used advantageously on soft and ductile materials.
Grade: This indicates the relative strength or holding power of the bond which supports the abrasive grains in a wheel. The grade of the wheel is represented by letters which move in the order of the alphabets. F is extremely soft, while Z is very hard. For most precision jobs, the grades required to fall between F and N, while the grades for rough grinding and snagging range from M to Z.
A harder grade of the wheel should be used on soft materials and soft wheels on hard materials. This is because a hard wheel used on the hard material will tend to pull the wheel surface faster.
2. Amount of stock removal and finish required:
This affects grit size and bond.
Grit Size: As a rule, a coarse grit is selected for fast cutting; and fine grit, for the high finish.
Bond: This is the adhesive substance which holds the abrasive grains. Commonly used bondings are vitreous and resin. The former is used for fast cutting and commercial finish, while the latter, for the high finish.
3. Wet or dry grinding:
This affects choice of grade. Soft grade wheels must be used in dry grinding to minimize heat generation. In wet grinding, one grade harder wheel may be used, as the coolant reduces heat generated.
4. Wheel speed:
The wheel speed dictates the type of bond. Vitrified bond wheels should not be used where peripheral speeds exceed 33metres per second (6,500 feet per minute.)
In all cases, the safe operating speed shown on the label or blotter and measured in rpm should never be exceeded.
5. Area of Grinding contact:
This affects the choice of grit, grade and structure.
Grit Size: A coarse grit is required for a relatively large surface area. However, as the area of contact becomes smaller a finer grid should be used.
Grade: Similarly, a soft grade of the wheel is preferable for large surface areas; and harder grades, when the area of contact becomes smaller.
Structure: Grain spacing in the wheel is indicated by a number and is determined by the proportion and arrangement the abrasive grains and bond. When the abrasive grains are close together, the wheel has a denser structure as indicated by a lower structure number such as 4 or 5 (refer structure chart).
6. Severity of Grinding operation:
This affects abrasive and grade.
Abrasive: A tough abrasive like A is required for severe operations like snagging while a mild abrasive like 32A or 38A is best suited for light grinding operations. Intermediate abrasives like 19A or 23A are used for grinding jobs of average severity.
Grade: Hard grades provide durable wheels for severe operations, while medium and soft grades are generally used for precision grinding.
The principal grinding operations can be classified as:
- Grinding down and smoothing weld seams.
- Cleaning the metal before welding.
- Grinding out imperfections in casting and smoothing rough surfaces.
- Smoothing surfaces on grey iron castings before painting.
- Grinding off fins and painting on automobile castings.
- Grinding punch press dies and patterns.
- Grinding rail tracks.